

机械表是一门精密的微型机械工艺,甚至有时我们也可以把它视为一门艺术,而一只表从研发到投入生产的过程中,是怎麼样从一枚零件堆叠出最终的腕表全貌,以下将分成腕表各部分的组装过程,带你一块来了解,每一只拿到我们手上的表,在制作过程中,究竟会经歷什麼样的关卡和程序。

★零件制造
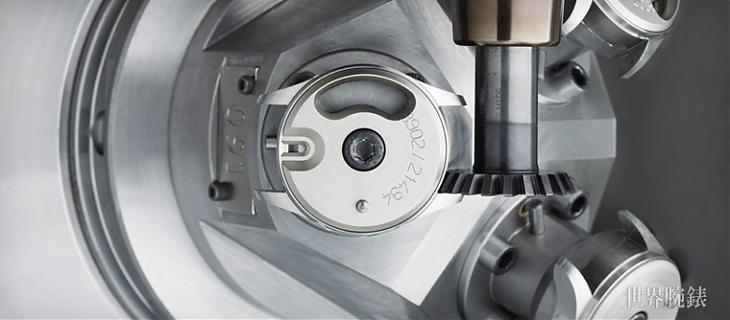
在零件生产过程中,各种坯件均採用电脑数控铣床加工成形。完成表面加工后,零件可接受的公差范围通常仅有±0.02毫米,但在某些情况下,此公差可能低至±0.002毫米。完成机械加工后,零件将以手工方式进行修饰,或者进入放电加工机中进行处理。电脑数控线放电加工机主要用于加工机芯中的零件。表面粗糙度可控制在0.005毫米的公差范围内,但是对于精密EDM工件,其公差则可低至0.001毫米。

★组装机芯架构
机芯组装大致可分成四个不同的阶段:上鍊机制、传动轮系、擒纵系统以及实际走时系统。根据不同表款,再加入自动上鍊装置、计时机制、日期和小时计时圈等等。其中最复杂的工序是调整擒纵装置和校准摆轮游丝以确保其精确稳定地运作,这是一项高精准度的手工工序,没有任何机器能达至相同程度的水准。在组装过程的每个阶段,腕表的功能和精准度将重复检查与校正。之后,技艺纯熟的特殊功能部门制表匠将为基础机芯加入各种复杂装置,如万年历、追针装置或陀飞轮。另配备叁问报时装置的机芯,均于这个阶段完成所有组装。
★表壳制造及组装
若论精准度与所投入的努力,表壳的制造绝不逊于其他生产阶段。例如在制作高档的铂金表壳时,表厂採用放电加工机从一公斤重的金属块中切割出两块坯件。对于贵重金属腕表,其表壳零件是以铸造部件的形式购入;而不锈钢表壳和鈦金属表壳则是以棒条坯件形式提供,然后在电脑数控车床和铣床上加工成形。零件的最大允许圆度误差不得超过0.03毫米。铣床用于切割装配表带或鍊带的表耳,在表壳中间加工出安装表冠和按把用的孔洞,以及制作复杂的粗糙表面。完成功能操控装置之后,工匠们将运用精准的工艺并按照表厂标准对表面进行修饰。首先清理边缘位置使其变得圆滑,琢面在必要的部位再加以切削,所有车削、研磨及加工的痕跡均须清除,再为表面进行细磨和拋光,以及缎面加工和喷砂处理。此时,修饰专家将在表壳或零件表面上打造圆纹粒面等装饰性效果。之后,将多达数十个不同的零件组装成表壳。最后再进行一系列复杂的测试,如防水性能及外观检查,才能完成表壳的生产流程。

★装配面盘、指针及表壳
根据特定的表款,装嵌专家会以人工或利用专用工具将面盘安装到已彻底调校完毕的机芯上。指针的安装如是,而且指针需要设定在准确的高度上,确保与对应的枢轴紧密咬合。在计时码表中,指针必须绝对精确地对准零位置。机芯固定在套环内,或直接固定于表壳中。如果是以套环紧扣机芯,则通过底盖上的波形弹簧将套环固定就位。为上鍊桿逐一进行调整,当表冠旋入到上鍊桿一端后,再以独特的黏剂将其紧紧固定。

★组装完成后的最终检验
组装成一只完整的表后,自动上鍊腕表内的自动机芯将不停旋转,而手动上鍊机芯则每隔一天上满鍊,令其持续运转。通过不停运转让大齿轮与小齿轮互相完美磨合,同时让润滑油渗透至适当的位置。品质保证工序的最后阶段,便是全面的最终检验。此检验将就腕表是否适合日常佩戴使用再进行最后的一次检测:为机芯上满鍊,测量其准确度,检查各种功能、外观,并以一系列特别测试检查其密气度及防水性能。







